
Industrial robot selection is a decision-making process according to the needs of manufacturing. The right decision plays an important role in the production efficiency and success. The wrong choice makes it difficult to use the robot or the selected robot is not suitable for many planned production tasks. In the case of totally failed selection, the robot would be completely unusable in the company. The choice is complicated by the multiplicity of producers, as well as the fact that production tasks are very different. Due to the seriousness of the task, the robot manufacturers themselves have paid a lot of attention to the problem. As an example, Table 3.1 shows only a very small part of the potential producers and their production.
Table 3.1 Possibilities to use different robots for different applications
| Arc welding | Material handling | Assembly | |
| Fanuc | ARC Mate 100i
ARC Mate 100iB/6S ARC Mate 100/Be ARC Mate 120iB/10L
|
F 200iB
LR Mate 200iB LR mate 200iB/3L M-16iB/10LT |
LR Mate 200i
LR mate 200iB M - 16iB S – 12 |
| Yashkawa | EA 1400
EA 1400 N EA 1900 EA 1900 N |
VP 130T
HB 165 HB 20 HB 200 |
DA 9iC
HP 200 HP 3 HP 350 |
| KUKA | KR 6
KR 6S KR 6 arc KR 16 |
KR 500 L340-3
KR 6S KR 16 KR 16 KS |
KR 15
KR 6 KR 16 KS KR 16 |
| ABB | IRB 140
IRB 1400 IRB 1410 IRB 1500 |
IRB 7600 – 150
IRB 7600 - 325 IRB 7600 – 340 IRB 2600 - 400 |
IRB 140
IRB 1400 IRB 1600 IRB 340 SA |
Different robot supplies have developed their systems for robot classification and preliminary selection [7-22]: Fanuc Robot Finder, Kuka Solution Database, Robot Investment, ABB Robot Selector, etc. These systems have grouped the robots by application field and have a lot of technical parameters of robots by which they are classified.
For industrial robot selection two basic approaches are used.
-
- Selection based on work description
- Selection based on IR classification criteria (selection tree approach).
The first approach is a little more task-specific. In contrast, the second approach is more general and analyzes the company's production picture more comprehensively.
The first approach is based on the work to be done in the workplace and its description.
Work-based description industrial robot selection model
Type of work
-
- Robot configuration
- Work volume (work envilope)
- Degree of freedom (number of axes)
- Positioning accuracy
- Speed, acceleration
Type of objects
-
- load capacity
- End – effector measures
Work characteristics
-
- End-effector functions
- Drive system
- Sensors needed
- Feedback control system
- Repeatability (positions, path)
The second approach is based on industrial robot classification principles. Here the amount of analysis is much more comprehensive and diverse. Starting from the obtained information, we can develop a basic industrial robot classification hierarchical system with seven levels, which is used for the robot selection.
The selection procedure consists of two stages: Stage I – determining the possibility of using robot; Stage II – determining the suitability of using robot.
STAGE I
Level I – class selection {permanent, mobile / universal, specialized, special}
Level II – group selection {near by the equipment, portal robot, situated on the equipment}
Level III - type selection {orthogonal, cylindrical, sphere, joint, mixed}
Level IV – model selection based on technical parameters {load, capacity, arm total reach, position repeatability}
Level V – model selection based on control system{point-to point, path control, adaptive control, intelligent}
Level VI – end effector selection based on object grabbing principles {mechanical, vacuum, magnetized, adhesive}
Level VII – end effector selection based on gripper construction {dual grippers, interchangeable fingers, sensory feedback fingers, multiple fingered grippers, standard grippers, special tools, standard tools}.
The decision making tree and classification system was presented on the Fig.1.2.
As the mobile robots are a separate group, here we start from Level II.
Level II – group selection. Robot group selection is an important task. The alternatives are given in the Fig. 3.1.
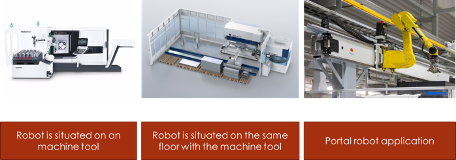
Figure 3.1 Position of the robot in relation to the device
- Robot is placed on a machine tool is a very flexible solution. This is an integrated unit and is intended for the manufacture of certain specific products or product families. The products are limited with the technological capabilities of equipment. For manufacturing the products the control programs would be developed as one integrated unit. Installation is more simple and there is a possibility to start at once.
- Robot is near by the machine tool is a more common situation. This is most universal and most flexible solution. One robot is suitable also to serve more than one machine tool (2, 3 and even 4), depending on the cycle time of the workplace.
- Robot is above a machine tool – so called portal robot. Portal robot solution is suitable if there is not enough place on the workshop floor or there is a production line of two or more machine tools and the production cycle times are quite long. This solution needs additional constructions and is not so much flexible.
The decision-making criteria between these alternatives (robot is placed on the shop floor, robot is on an machine tool or there is used portal robot which is above the equipment) are:
-
- Enough space in a workshop
- Enough space above the machine tools
- Weight of manufactured parts
- The number of equipment planned to service with one robot
- The duration of production cycle in the robotized workplace
- The technological similarity of equipment
- Significance of installation duration
- Machine maintenance problems.
For determining the suitability of loading-unloading applications in the company, there is necessary to analyse the general picture (see Table 3.2).
Table 3.2 Flexibility meaning to the company
| Approach | Flexibility meaning |
| Manufacturing | The capability of producing different parts without major retooling, or the ability to change a production schedule, to modify a part, or handle multiple parts |
| Operational | The ability to efficiently produce highly customized and unique products |
| Customer | The ability to exploit various dimensions of speed of delivery |
| Strategic | The ability of a company to offer wide variety of products to its customers |
| Capacity | The ability to rapidly increase production levels or shift capacity quickly from one product to another |
Level III - type selection {orthogonal, cylindrical, sphere, joint, mixed} see Table 1.1 and Table 1.2.
Level IV – model selection based on technical parameters {load, capacity, arm total reach, position repeatability}
Industrial robot selection is a process with two main stages. The first stage starts from the task description. In the first stage the decision- making process is a procedure where the conformity of technological possibilities of IR would be compared with the technical data of the task.
Industrial robot selection procedure means the step-by step comparison process where from one side are task description parameters {TPi} and from the other hand industrial robot parameters {RPi}, where n (i=1,2,…n) the number of parameters, taken for decision making.
The best solution is
min difference between {TPi} and {RPi}
or max match {TPi} / {RPi}
The most essential peripherical part is the end-effector or end-of-arm-tooling (EOT). There are very different applications for EOT. The most common are end-effectors including welding devices (MIG, MAG or spot welding); spry guns; also grinding or deburring devices (pneumatic disk or belt grinders); different grippers (devices that can grip an object) - usually electromechanical or pneumatics, picking objects by magnetism or by vacuum; EOT devices for machining.
Industrial robots could be equipped also by different sensors: tactile sensors, proximity sensors, optical sensors, machine vision, or other type of sensors, measuring: force, temperature, motion, vibration, etc.
QUESTIONS Q3 / TASKS T3 – ROBOT-BASED MANUFACTURING DESCRIPTION
-
- What do you mean under industrial robot selection procedure
- In which situation it is expedient to use portal robots
- Evaluate the flexibility of the workplace when the robot is placed directly on the machine
- What is characterized by the load capacity of the robot
- What is characterized by the working envelope of a robot. In which application areas this criteria is extremely important
- Is working envelope and DoF connected with each other or not
- What are the more important technological parameters of robots for assembly operations
- Find a robot for painting operations. What is necessary to consider
- What do you mean under the robot characteristic “repeatability”
- If you compare the robots for assembly operations and machine tending. What could be the similar characteristics and different characteristics if industrial robots
TEST Statistics [3] {0,5,10} Max = 100 {1: 0-20; 2: 21-40; 3: 41-60; 4: 61-80; 5: 51-100}
STAGE II
Finding the best solution by the technological parameters, additionally is necessary to a analyse the following parameters.
-
- Price of a robot
- Additional functions and their needs
- Simplicity of programming the IR
- Data transfer (IoT, Internet, M2M connections)
- Reliability
- Previous experience with a robot
- Previous experience with the manufacturer
In very important cases, it is expedient to solve the multi-criteria optimization problem and to analyze the effect of individual criteria on the result separately.
TASK T5
IR selection procedure for a certain industrial task
Main criteria of choosing the industrial robots, which are able to solve the required tasks, are:
- reaching area – 0.7 – 1 m;
- degrees of freedom – 6 degrees for assembly and labelling robots, for screwing 4 will be enough;
- nominal load – about 1 kg;
- availability to put a gripper/ screwdriver – usually these parts are included in robot equipment or available as an extra addition from the same manufacturer;
- accuracy – this part was skipped, so let’s take it approximately 0.05;
- speed – 2 m/s or higher for assembly, for other robots 1 m/ or higher will be enough;
- acceleration – parameter dependent on speed and load, not so important in this case;
- repeatability – as small as possible.
Additionally, robot manufacturer should provide the necessary software for making a program, simulations and changing the parameters.
Result: Selected robot technical descripion and justification
TASK Statistics [T5] Min =0; Max = 100 {1: 0-20; 2: 21-40; 3: 41-60; 4: 61-80; 5: 81-100}
[7] KUKA Solution database, KUKA, https://www.kuka.com/en-us/industries/solutions-database
[8] Robot Finder, Fanuc, http://www.fanuc.eu/es/en/robots/robot-filter-page
[9] Robot Investment, Danish Technological Institute, http://www.robotinvestment.eu/
[10] Robot Selector, ABB, (http://new.abb.com/products/robotics/industrial-robots/robot-selector)
[11] RobotWorks https://www.robots.com/applications/
[12] Fanuc robots [ www.fanuc.eu/uk/en/robots ]
[13 ABB robots new.abb.com/products/robotics/industrial-robots
[14] KUKA robots [ www.kuka.com/en-us/products/robotics-systems/industrial-robots ]
[15] Motoman robots [ www.motoman.com/industrial-robots ]
[16] Industrial robot integration, Scott Company, (https://www.robots.com/applications)
[17] Motoman Industrial Robots, Yaskawa, (https://www.motoman.com/industrial-robots)
[18] Sheet metal automatic processing, Starmatik, (http://www.starmatik.com/en/index.php)
[19] Universal Robots +, Universal Robots, (https://www.universal-robots.com/plus/)
[20] Robotics, Stäubli, (https://www.staubli.com/en/robotics/)
[21] Robots, Denso, (https://www.densorobotics-europe.com/en/robots)
[22] Kawasaki Robotics, Kawasaki Heavy Industries Ltd., (https://robotics.kawasaki.com/en1/index.html